组合式绕线机,可以大大降低企业的生产成本,尤其是全自动绕线机,与自动绕线机,为了满足大家的需求,我们为大家介绍一款绕箔与绕线组合式绕线机,下面为大家介绍他的特点:

1、绕线生产工艺
(1)绕线机在绕线过程中要求在工件径向方向上绝缘导线能够保持足够的张力,使其紧密地绕制在铁芯上。
(2)绕线时每绕完一层,需要手工铺设层间绝缘和端部绝缘,同时排线伺服电机的移动方向要取反;某些段绕制完成时,需要人工引出变压器抽头。
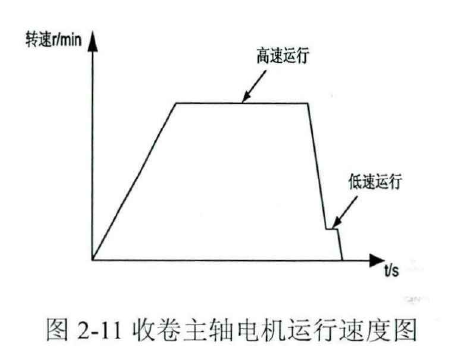
(3)绕线时每一段匝数都必须精确绕制,这样每一段的匝数才能一致,线圈的轴向长度才能相等,同时可以保证引出抽头处的变压器变比是准确的。如图2-11所示,每一段绕线开始的2~3砸,采用人工点动运行绕制,若绕线正常,则主轴缓慢启动加速至高速运行绕制,距离该段结束还有一较小阻数时,主轴自动切换 图2-11收卷主轴电机运行速度图成低速运行,到达设定阻数时主轴快速制动停车,以减小惯性,必要时应对惯性误差实施补偿。
(4)在工件轴向方向上,要求绝缘导线匝与匝之间能够紧密排列,既无缝隙也无重叠,这就需要高精度的排线伺服电机和有效的控制算法。
2、绕箔生产工艺
(1)绕箔过程中要求在工件径向方向上箔料受到恒定的张力,使其紧密绕制在铁芯上。
(2)在工件轴向方向上,收卷处箔料层与层之间的边沿偏离应该限制在允许范围内,保证轴向的长度偏差不会超过允许值。
(3)绕箔时不需要分段,由操作工人凭经验于中间某位置停车然后放置油路。绕箔开始的2~3阻仍然采用人工点动运行绕制,若绕箔正常,再缓慢启动加速至高速运行绕制,距离该段结束还有一较小距数时,主轴自动切换成低速运行,到达设定阻数时主轴快速制动停车,由于绕箔可以退绕,由惯性造成的误差可以利用退绕来消除。
(4)在绕箔开始和结束时,需要在线圈的起始端和结束端分别焊接一个铜排。
3、本系统的控制要求
(1)当按下急停按钮或变频器、伺服驱动器发出故障报警信号时,设备将自动停机,并在触摸屏中显示停机原因,报警排除后,可以通过触摸屏对故障设备进行复位。
(2)绕线和绕箔均具有手动和自动两种工作模式,正常生产时采用自动模式,需要进行一些人工处理或调试时采用手动模式。所有的装置都可以手动进行控制,所有的动作能够实现自动和手动的互锁。
(3)操作简便、界面友好的触摸屏画面,便于操作者快速准确地输入生产工艺参数和实时地监控生产进度,同时画面上还应有PLC各端口的状态显示。
(4)能够对绕线的阻数实现自动计数和精准控制,计数精度为±0.01阻。能够自动排线,实现对前述各种尺寸导线的绕制,能够生产前述产品规格中所有规格的线圈,排线精度为±0.01 mm,绕线时主轴的转速能够达到200r/min。
(5)能够对绕箔的阻数实现自动计数,箔料的张力能够保持为设定值大致不变。自动纠偏机构能够及时准确地对箔料进行纠偏,保证箔式线圈轴向长度在允许公差内,纠偏精度为±0.1mm,绕箔时主轴的转速能够达到25 r/min。
(6)绕箔时,可以选择是否使用自动纠偏功能,也可以选择是否自动调整张力,并且能够实现箱料的自动退绕。
(7)对于生产工艺参数和生产进度的存储应该使用断电保持型数据寄存器,在绕线或绕箔过程中,如果发生停电事故,生产参数和生产进度能够很好地得到保存,下一次开机时能够继续正常生产。
 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈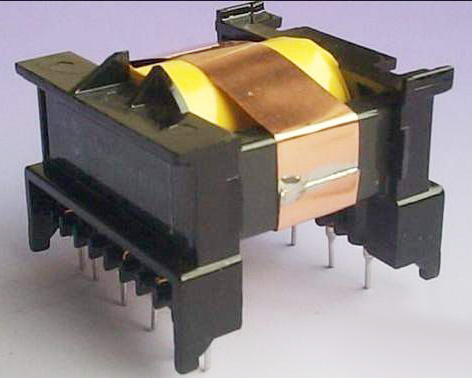 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
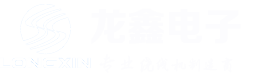
变压器线圈