随着计算机技术和机械设计技术的发展,目前全自动绕线机的机械精度和控制系统算法都取得了很大的进步,并已成为国民经济发展的重要组成部分。机械精度的提高主要通过优质精密耐磨的材料,研制出机械精度较高的绕线机;而绕线精度却主要依赖于采用的控制系统和控制算法。纵观绕线机行业,目前基本都是根据企业定制的PLC工业控制方法实现绕线。但是在绕制粗线径漆包线线圈时,并不会出现如图1. 2所示的理想排线情况。
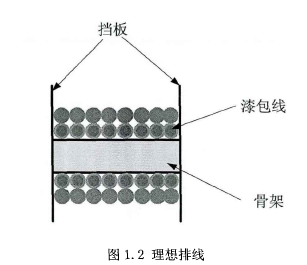
而是在骨架边缘处出现跳线和叠线等的问题,每层线圈并非刚好压在下层线圈上,究其原因有主要有以下几点:
(1)漆包线之间具有相互挤压的作用力,因此,在排线过程中,漆包线之间会发生相对的位移;
(2)随着主轴的转动,漆包线受到的张力也是不断改变的;
(3)随着线圈层数的增加,同层线圈漆包线之间以及不同线圈层漆包线之间的作用力也会发生变化;
(4)排线并不是刚好满足整数圈;
(5)主轴转动过程由于机械振动,会发生相对的应力和应变。
因此会出现如图1. 3所示的实际排线情况。
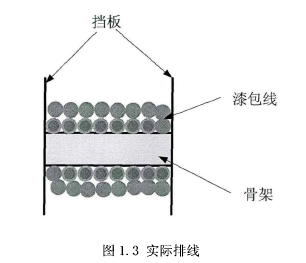
假设漆包线径为1mm,线圈骨架宽度为30mm,总共绕制圈数为300圈,那么根据传统的绕线方法,很容易得出:每层排线圈数二30mm/1mm=30圈,总共绕制10层。但是从图1. 3可以发现,漆包线并不是平行于骨架边缘排线,而是有一定的倾斜角度,假设倾斜角度刚好能跳过一格线圈,那么第一层排线9格后,漆包线已到达骨架边缘,于是再绕制一格时,下层线圈就会被挤压,出现跳线的可能,于是采用传统的绕线机来回按整数圈排线,并且每层都以相同的速度和圈数来排线就会出现跳线和叠线的问题。

针对上述的问题,主要有以下的研究:有的在骨架边缘处增设传感器,动态的跟踪排线过程,准确的定位排线位置,并与主控设备通信,改变排线的策略,达到提高排线的目的,目前主流的绕线机厂商都是采用这种绕线方式,有的通过安装视频监控,捕捉绕线的实际位置,反馈给主控系统,动态的改变排线方式。这些方法的实现都比较的复杂,而且成本相对较高。因此,本文提出了内嵌PLC的数控指令的方式实现非线性算法,即线圈绕制过程中可以实现非整数圈绕线,而且每次绕制的速度都可动态设定,通过数控指令的组合来实现绕线的功能,提高绕线的精度和速度。
 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈